Deep Draw Stamping Services for Seamless Metal Components
Form complex, high-strength parts from a single sheet — with no weld seams, no assembly joints, and no weak points. Our hydraulic presses up to 1,200 tons and in-house tooling deliver deep drawn components ready for demanding applications.
Leading companies we support
What Is Deep Draw Stamping?
Deep draw stamping is a metal forming process that transforms a flat sheet metal blank into a seamless, three-dimensional shape. A punch forces the blank into a die cavity, progressively forming the material into cups, cylinders, boxes, and other hollow shapes, all from a single piece of metal.
The process is called “deep” drawing because the finished part’s depth typically equals or exceeds its diameter. Unlike welded or joined assemblies, deep drawn parts have no seams, no potential leak paths, no weld-weakened zones, and no assembly steps to manage.
Why does this matter to your project?
When your application requires a sealed, structurally sound enclosure — an oil tank, a motor housing, a sensor case — deep drawing produces it in fewer steps, with better structural integrity, and at lower per-unit cost than fabrication and welding.
Deep draw stamping is one of several precision metal stamping processes we offer, alongside progressive die stamping and transfer stamping.
How Deep Drawing Works
Each stage progressively increases depth while maintaining seamless,
single-piece construction

Our Deep Draw Stamping Capabilities
Your part requirements determine the press, the tooling, and the process. Here’s what we bring to your project.
Why Choose Deep Draw Stamping?
Deep drawing solves specific manufacturing problems better than alternative methods. Here’s when it makes sense for your project.
A deep drawn part is one piece of metal — no weld seams, no brazed joints. For pressurized housings and sealed enclosures, this means zero potential leak paths.
As the metal flows into the die cavity, it work-hardens. Your finished part is stronger than the original sheet — without secondary heat treatment.
Deep drawing uses most of the blank in the finished part. Compared to machining from solid stock, you use less raw material and generate less scrap.
Once tooling is validated, the press runs the same cycle every time. ±0.1mm dimensional consistency whether you order 1,000 or 100,000 parts.
A deep drawn housing replaces three or four fabricated pieces welded together. Fewer parts, fewer suppliers, fewer operations, lower cost.
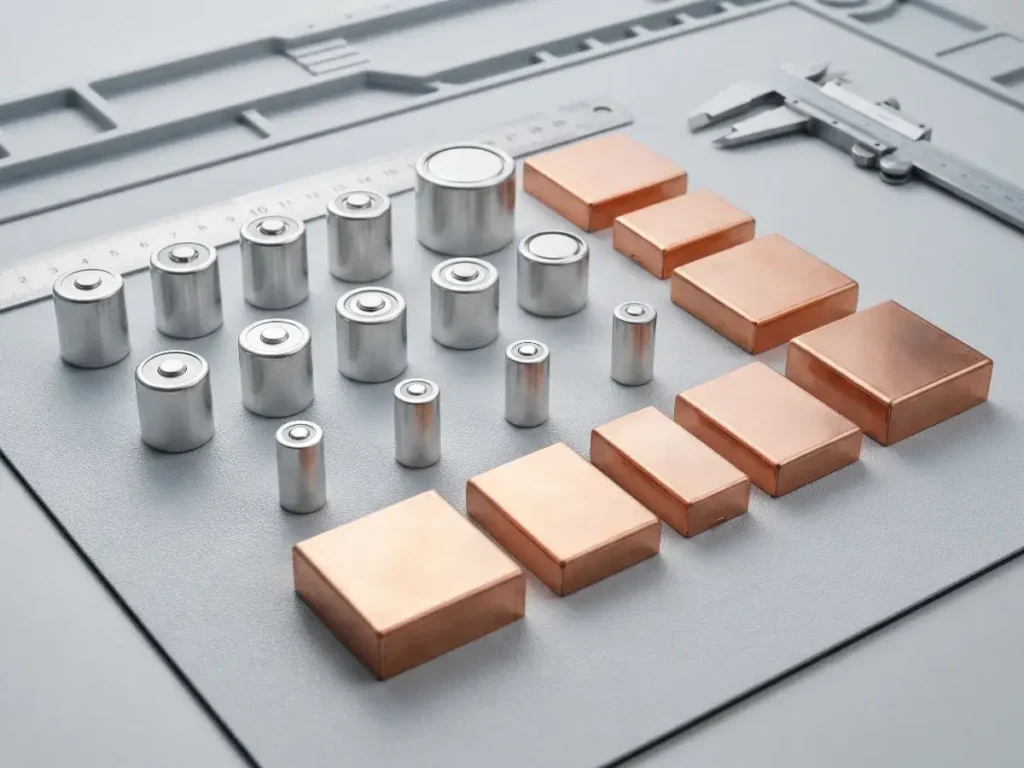
Deep Drawn Parts We Produce
These are real production parts from our factory. Each one demonstrates a different deep draw application we deliver for our clients worldwide.





Materials for Deep Draw Stamping
Material selection directly affects formability, cost, and performance. Here are the materials we draw most frequently.
Most common. Excellent formability, cost-effective. For enclosures, tanks, and structural housings.
Corrosion resistance without coating. Food equipment, medical, outdoor applications.
Lightweight. Good thermal conductivity for heat sinks and electronic enclosures.
Pre-coated corrosion resistance. HVAC components and outdoor equipment.
Electrical & thermal conductivity for connectors and thermal management.
Not sure which material fits? Our engineering team provides free material recommendations during DFM review.
Design Guidelines for Deep Drawn Parts
Good design makes deep drawing more reliable and cost-effective. These five principles help you get better parts at lower cost.
A single-stage draw handles depth up to 2× the part diameter. Deeper parts require multi-stage drawing. Keeping depth within limits reduces tooling investment.
Internal corner radii should be at least 3× material thickness. Tight corners restrict material flow and cause thinning or tearing.
The base stays near original thickness while walls thicken ~10% near the top. This is inherent to the process. Secondary ironing can control uniformity if needed.
A 1–3° taper from bottom to top helps the part release from the die. Without draft, parts stick and surface finish suffers.
Holes, slots, ribs, and threads should be added in secondary stations — after the primary draw. Features placed before drawing will distort.
Free DFM Review
Send your CAD files and our engineers will run AutoForm simulation to validate formability before tooling begins.
- AutoForm draw simulation
- Material recommendations
- Cost optimization suggestions
- Response within 24 hours
Deep Draw vs. Alternative Methods
Choosing the right forming method depends on your part geometry, volume, and performance requirements.
| Factor | Deep Draw | Welded Assembly | Metal Spinning | Machined from Solid |
|---|---|---|---|---|
| Part Integrity | ✓ Seamless | Weld seams present | Seamless | Solid |
| Strength | ✓ Strain-hardened | Heat-affected zones | Good | Original material |
| Best Volume | ✓ 1,000+ parts | Any volume | Low–medium | Low volume |
| Material Efficiency | ✓ High | Moderate | Moderate | Low (high scrap) |
| Unit Cost at Volume | ✓ Lowest | Moderate | Higher | Highest |
| Tooling Investment | Moderate–high | Low | Low | Minimal |
| Complexity | Moderate–high | High | Axisymmetric only | Very high |
For low-volume enclosures under 500 pieces, our sheet metal fabrication services may be a better fit.
Industries We Serve with Deep Drawn Parts

HVAC & Appliance
Compressor housings, burner components, motor enclosures, inner bowls, sealed construction prevents leaks.

Automotive
Structural brackets, sensor housings, battery enclosures, relay cases.

Industrial Equipment
Oil tanks, hydraulic reservoirs, motor housings, pump components for demanding environments.

Consumer Products
Cookware, stove parts, and BBQ accessories
From Your Design to Delivered Parts
Every deep draw project follows the same structured process. You know exactly what happens at each stage.
FAQ
Common Questions
Answers to the most frequent questions from procurement managers and design engineers evaluating progressive die stamping.
What is progressive die stamping?
Progressive die stamping is a metal forming process where a coil of sheet metal feeds through a single die containing multiple stations. Each station performs a specific operation — piercing, bending, forming, or cutting — and the strip advances one step with every press stroke. The result is a finished part produced with every cycle, making it one of the most efficient methods for high-volume metal component production.
How does progressive die differ from transfer die stamping?
In progressive die stamping, the workpiece stays attached to the carrier strip throughout the entire forming sequence. In transfer die stamping, the part is separated from the strip at the first station and mechanically transferred between independent die stations. Progressive dies work best for small-to-large parts that can remain on a strip. Transfer dies are better suited for very large parts or geometries requiring deep draws that exceed strip-based forming limits.
What materials can be used for progressive die stamping?
We process carbon steel, stainless steel, galvanized steel, pre-painted steel, aluminum alloys, copper, and brass in progressive dies. Material thickness ranges from 0.5mm to 6.0mm. Material selection depends on your part’s mechanical requirements, corrosion environment, and downstream finishing — our engineers recommend the optimal grade during DFM review.
What tolerances can progressive die stamping achieve?
Standard tolerance is ±0.10mm. Precision tolerance of ±0.05mm is achievable on critical dimensions, depending on material type, part geometry, and die design. Tolerance capability is confirmed during the DFM review stage before tooling begins.
What is the minimum order quantity?
Progressive die stamping is most cost-effective at annual volumes above 50,000 parts, where the tooling investment is offset by low per-part production cost. However, we accept programs starting from 10,000 units per year when the part geometry justifies the tooling investment. No minimum order for quoting.
How long does progressive die tooling take?
Tooling lead time ranges from 4 to 12 weeks depending on die complexity, number of stations, and part geometry. Simple dies with fewer stations can be completed in as few as 4 weeks. Complex multi-station dies for large parts may take 10–12 weeks. Because we build all tooling in-house, we eliminate the delays associated with outsourced die fabrication.
Can you finish or coat the parts after stamping?
Yes. We operate a 525-meter powder coating line in-house and manage electroplating, anodizing, e-coating, and other surface treatments. Most stamped parts leave our facility fully finished, eliminating the need for you to coordinate secondary vendors. See our surface finishing capabilities for details.
Do you provide DFM (Design for Manufacturability) support?
Yes. Every project begins with a free DFM review. Our engineers evaluate your part design for progressive die feasibility, recommend material selection, identify cost-reduction opportunities, and suggest design modifications that improve manufacturability. We provide detailed engineering feedback within 24 hours. See our engineering support page for file format details and submission process.
What file formats do you accept for quoting?
We accept STEP, IGES, SolidWorks, Pro/E (Creo), AutoCAD (DWG/DXF), and PDF technical drawings. 3D models with 2D drawings showing dimensions and tolerances give us the most complete information for accurate quoting.
Related Stamping Services

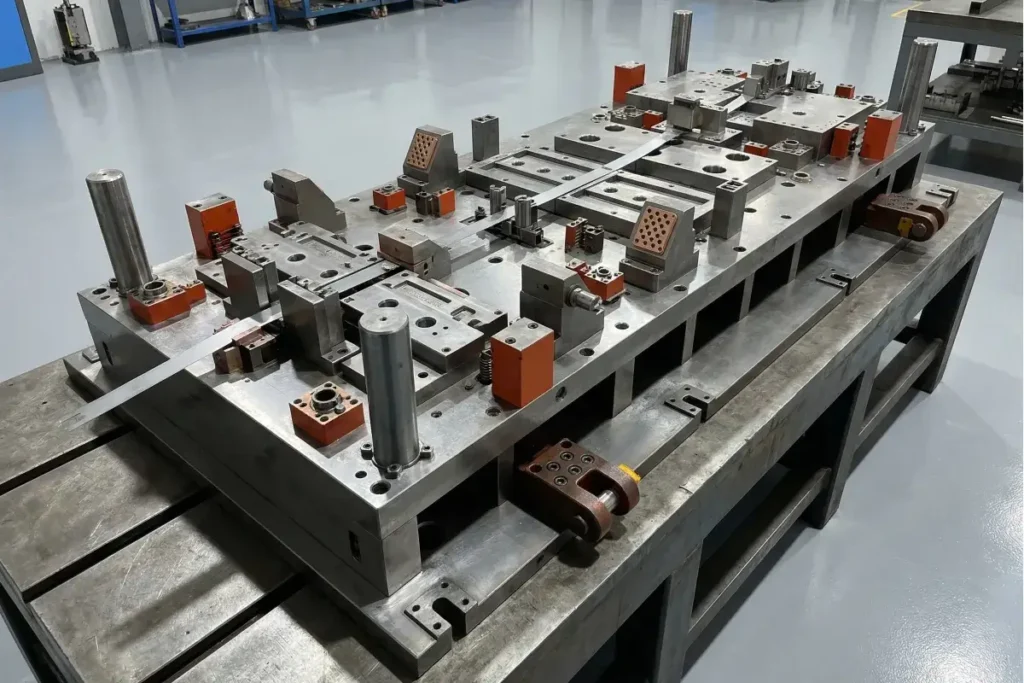
Tool & Die Engineering
In-house CNC, wire EDM, and precision grinding. We design and build your stamping dies with faster iterations and tighter quality control.
Progressive Die Stamping
High-speed continuous strip stamping for flat and shallow-formed parts with multiple features — holes, bends, tabs — in a single press stroke.
Secondary Operations
Tapping, riveting, hardware insertion, sub-assembly, and inspection — everything needed to turn your stamped parts into production-ready components.

Surface Finishing
Powder coating, electroplating, anodizing, and polishing, applied to your deep drawn parts in-house or through our managed finishing network.
Ready to Start Your Deep Draw Project?
Send us your CAD files and requirements. Our engineering team will review your design, confirm feasibility, and deliver a detailed quote, including DFM analysis within 24 hours.