Custom Tool & Die Making From Design to Production Tryout
ZAK has its own tool & die making workshop for your project, your die is designed, built, tested, and put into production under one roof. No handoffs between shops. No waiting for outside tryout. One team, accountable from first cut to first part.
Leading companies we support

Why In-House Tooling Gives You a Production Advantage
When your die maker and your stamper are separate companies, every iteration adds time and cost. Design questions get relayed through email chains. Tryout failures require shipping dies across cities. Modifications wait in someone else’s queue.
At ZAK, your die is designed, machined, and tested on the same floor where it runs production. The engineer who designed your die sits 50 meters from the press running it. That means faster iteration when adjustments are needed, tighter dimensional control from first article to full production, and a single point of accountability for both the tool and the parts it produces.
This is what integrated metal stamping looks like and it’s why our tooling programs consistently hit production faster than split-sourced alternatives.
Die Types We Design and Build
Every stamping program starts with the right die. We design and build tooling matched to your part geometry, production volume, and material requirements.
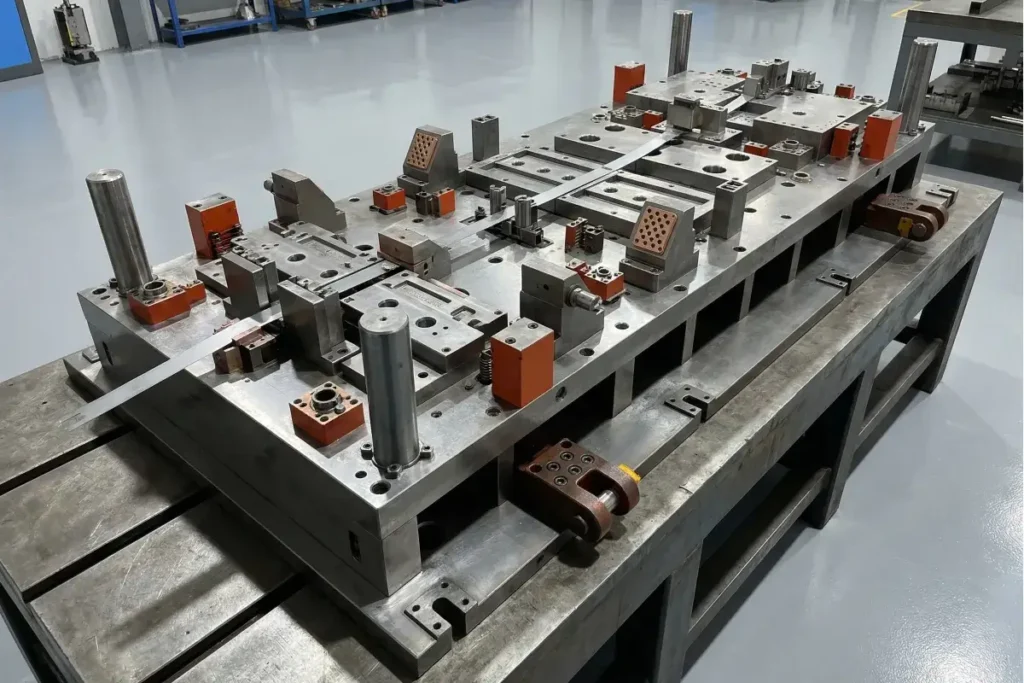
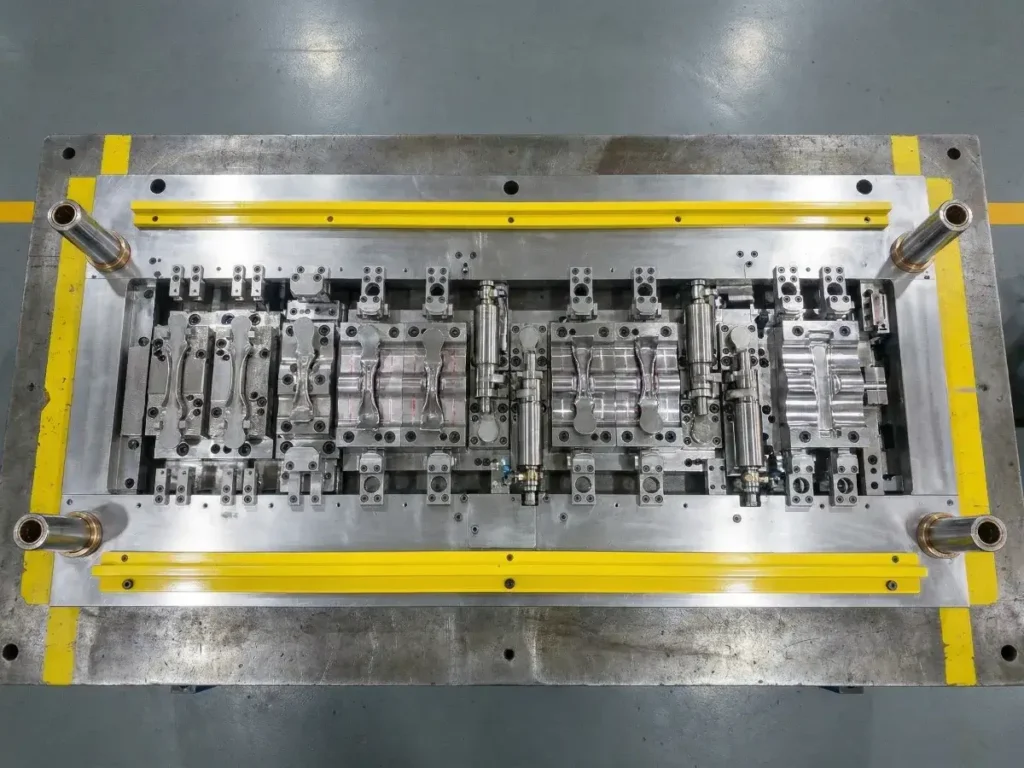
Progressive Dies
Multi-station dies that punch, bend, and form in a continuous strip feed. Our progressive dies reach up to 5 meters in length, handling complex parts with multiple features in a single automated cycle.

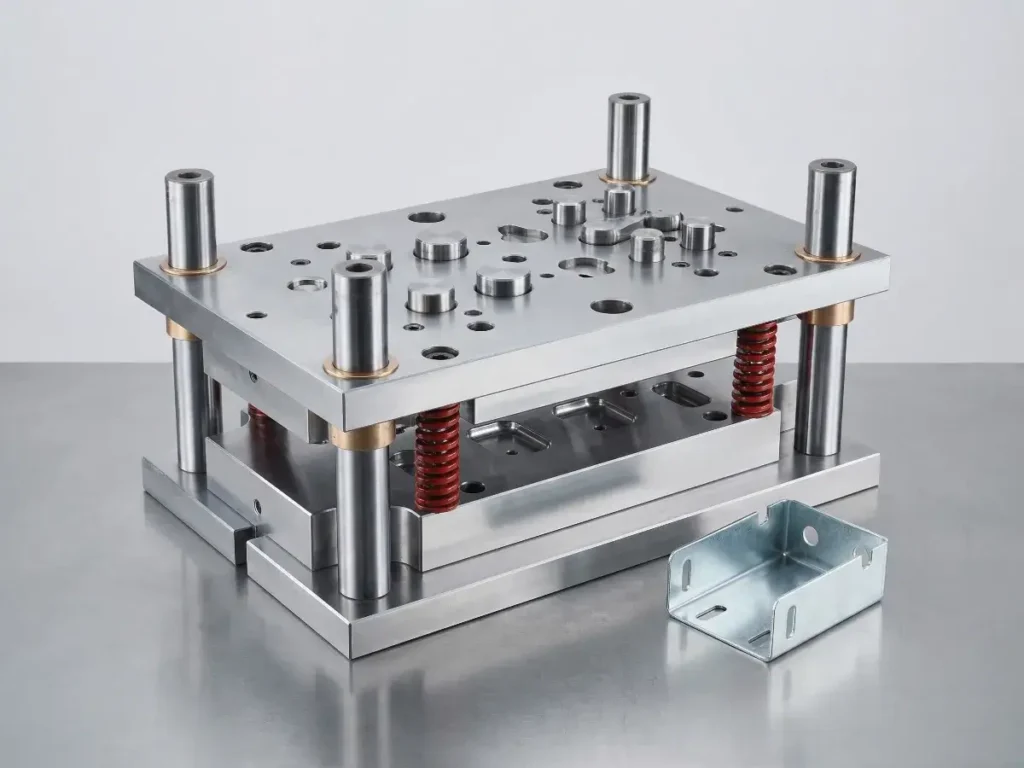
Compound Dies
Single-stroke dies that perform multiple cutting and forming operations simultaneously, blanking and piercing in one press hit. More efficient than single-operation tooling for simpler geometries at high volumes.
Transfer Dies
For larger parts that cannot remain on a continuous strip. Transfer tooling moves discrete blanks between stations for sequential forming. Used in HVAC chassis, automotive panels, and deep-drawn enclosures.
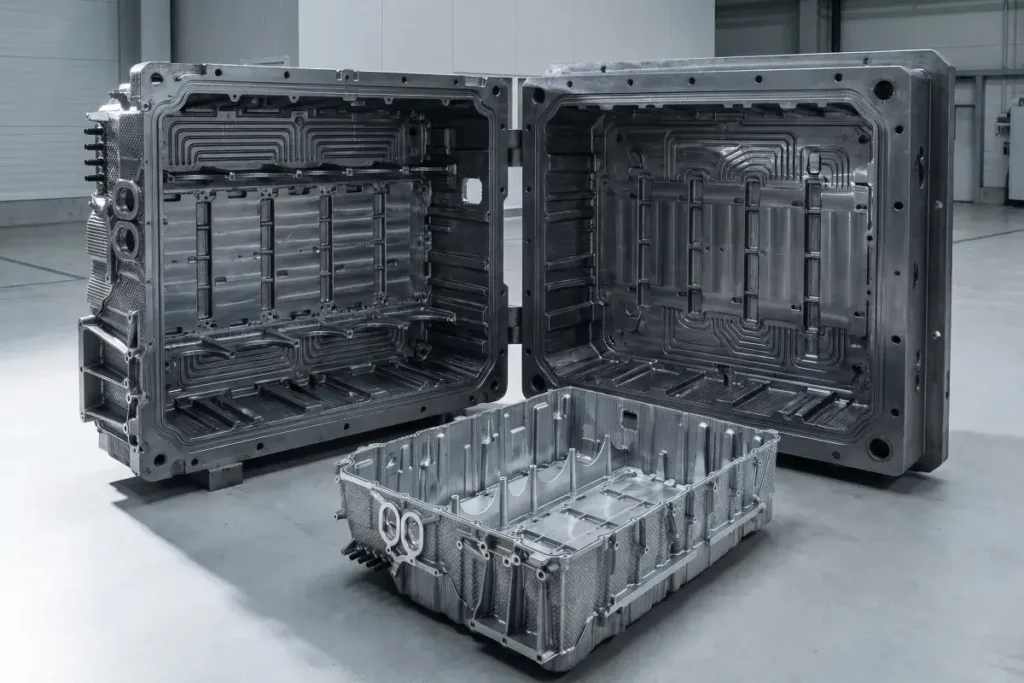
Die-Cast Molds
Pressure casting molds for aluminum and zinc alloy components, built up to 1.8m × 1.5m. Used for automotive structural parts, EV battery housings, inner/outer body panels, and sunroof frames.
Our Toolroom Capabilities
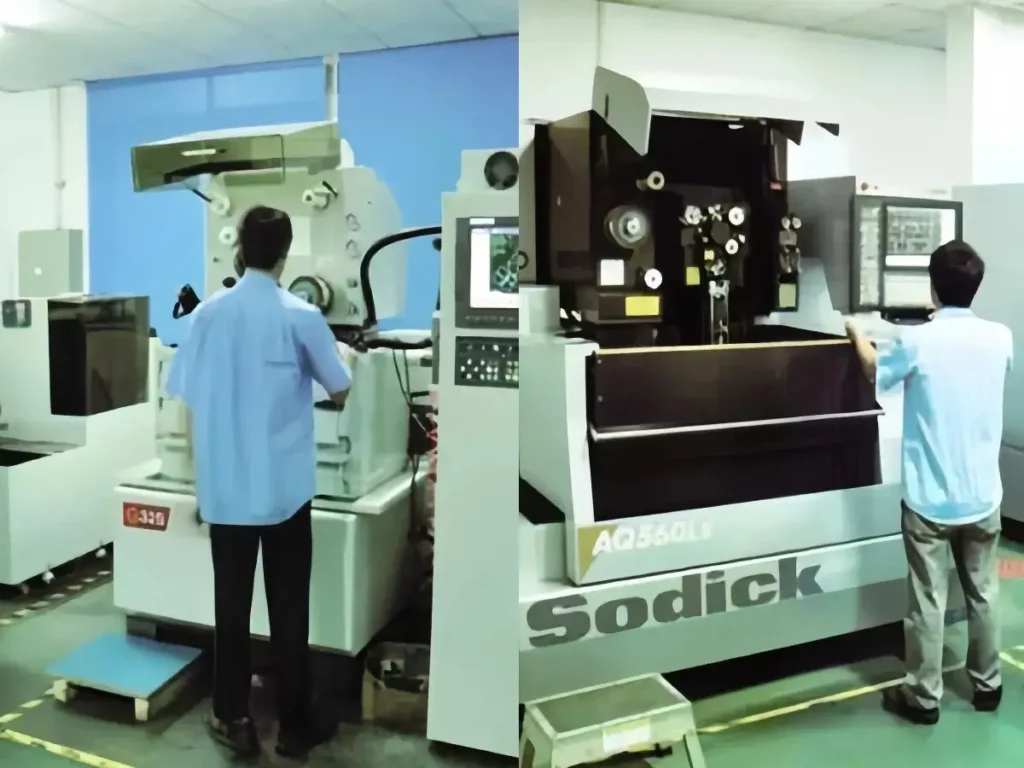
Die quality depends on machining precision. Our dedicated toolroom operates 7 CNC machining centers, 12 wire EDM machines, and precision grinders — all under one roof with our stamping production.



CNC Machining Centers
Taicheng TCGS-1625B / TCGS-1580
Slow-Walk Wire EDM
Qinghong (Sodick)
Medium-Walk Wire EDM
Datie CNC
Fast-Walk Wire EDM
Datie CNC
Precision Surface Grinders
KENT KGS-620AH · Guibei 1060/618S
Drill Presses
Zhongjie
Annual Die Capacity
Our planned annual capacity covers medium-to-large stamping dies. For peak demand periods, we extend capacity through qualified outsource partners — managed to the same tolerances and inspection standards as our in-house work.
From Concept to Production-Ready Tooling
Every die starts with your part drawing and ends with a production-validated tool. Here’s how we get there.
- Typical lead time: 4–8 weeks
01
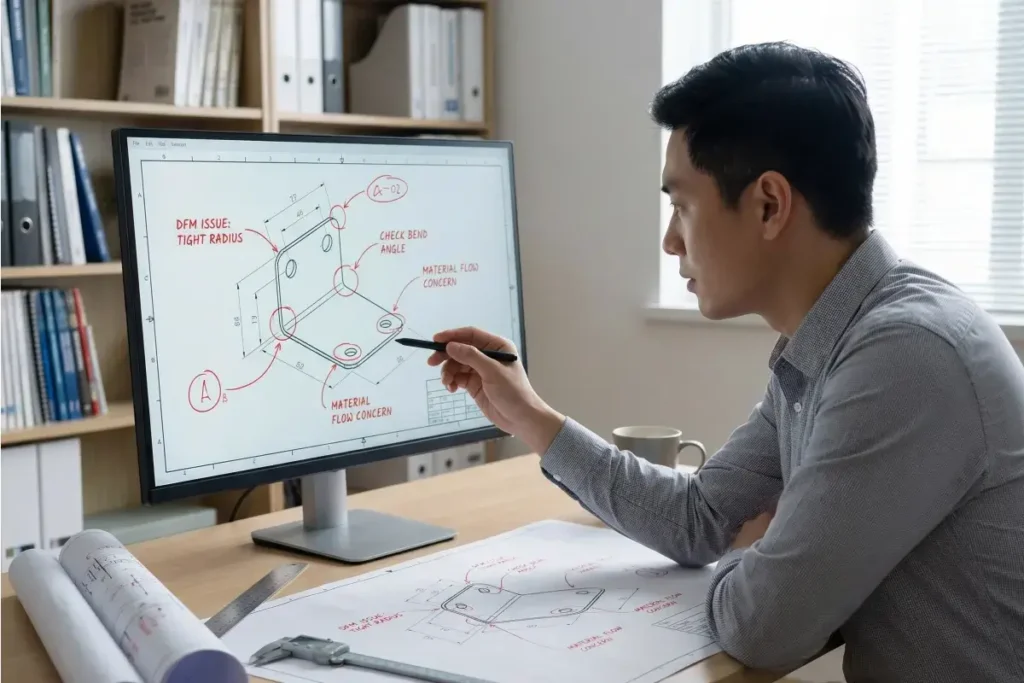
DFM Review
Our engineers review your part design and flag potential tooling challenges, draft angles, material flow, minimum radii, all before any steel is cut. Free for every project.
02
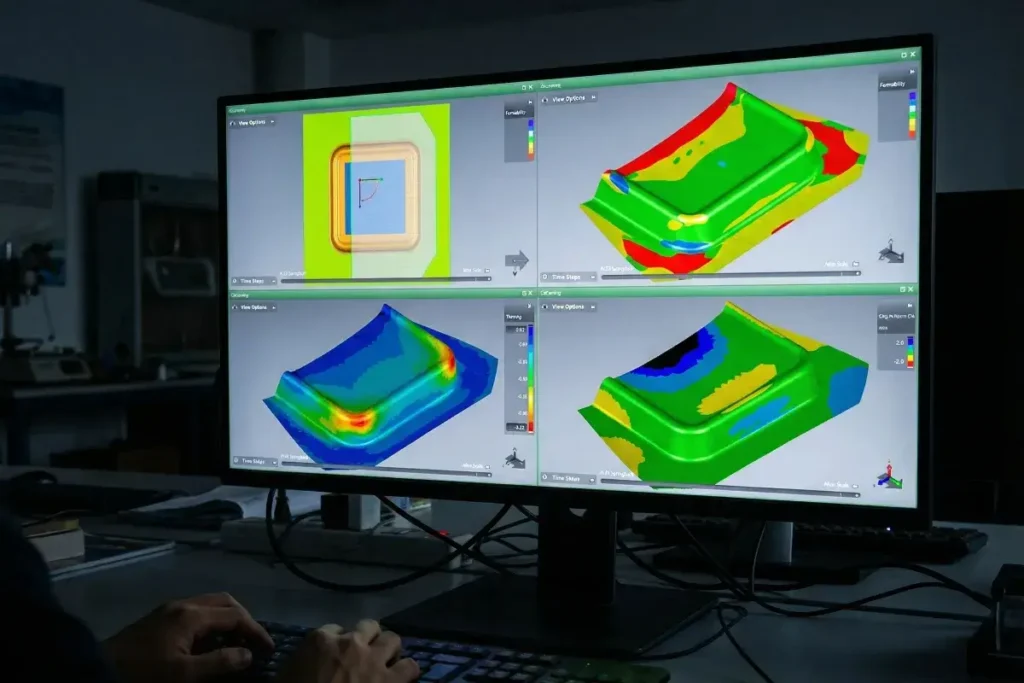
Forming Simulation
AutoForm analysis predicts material thinning, springback, and wrinkling before we commit to die geometry. You see the simulation results and approve the approach — reducing the risk of costly modifications after machining.
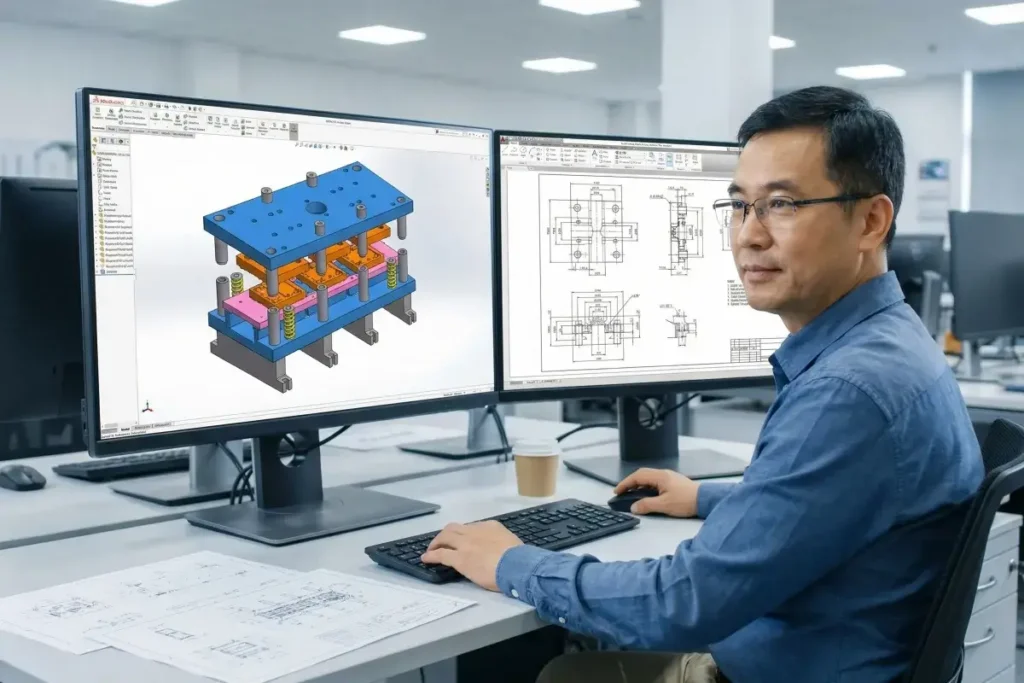
03
3D Die Design
Full parametric die design across SolidWorks, UG (NX), and Pro/E, with 2D detailing in AutoCAD. SheetWorks handles flat pattern development. You receive 3D models and 2D drawings for review and sign-off before machining begins.
04
Precision Machining
CNC milling, wire EDM, and surface grinding bring each die component to spec. Die steels are heat-treated for hardness and longevity before final assembly.

05
In-House Tryout
Your die is tested on our own stamping presses — from 60T to 1,200T — right here in the same facility. No shipping, no waiting for external tryout slots. First articles are dimensionally inspected and compared to your drawing before production approval.

06
Production Handoff
Once the die is validated, it transitions directly to production. The same engineering team that designed the tool monitors the first production run to confirm part quality and press performance.

Die Maintenance, Repair & Modification
A die’s life doesn’t end after the first production run. Our dedicated maintenance team, staffed with toolmakers averaging 11+ years of experience, keeps your tooling performing at spec for the life of your program.
Whether we built the die or someone else did, we maintain it to the same standard. Every repaired or modified die goes through the same tryout and first-article inspection process as a new build.
Preventive Maintenance
Routine sharpening and scheduled maintenance to extend tool life
Emergency Repair
Prioritized turnaround for production-critical tooling
Engineering Changes
Die modifications when your part design evolves
Die Transfer
Re-commission tooling built by other suppliers

Tooling for Every Application
We build stamping dies and die-cast molds for OEM programs across multiple industries, each with its own precision requirements, material specifications, and production volumes.

HVAC
AC outdoor unit chassis dies, condenser panel progressive dies, and compressor bracket tooling.

Automotive
Structural brackets, B-pillar panels, seat components, EV battery housing molds, and sunroof frame tooling.

Appliances & Consumer
Motor housings, enclosure panels, and grill component dies for leading global brands.
Die Materials That Protect Your Investment
Die longevity directly affects your cost per part. We select tool steel grades based on your production volume, material hardness, and required die life.
SKD11
High-Wear Blanking & Piercing
Air-hardened cold-work tool steel for operations requiring exceptional edge retention and wear resistance.
MoV
General Stamping & Forming
High-chromium cold-work steel for general-purpose stamping dies with good toughness and dimensional stability.
Extreme Hardness Applications
High-speed steels for applications requiring hardness at elevated temperatures and extreme operating conditions.
Why Material Selection Matters
Fewer Sharpening Cycles
Proper steel selection extends intervals between maintenance stops
Longer Production Runs
More parts per maintenance stop means higher throughput
Lower Total Tooling Cost
Reduced maintenance + longer life = lower cost per part over the program
Dies & Molds We've Built
From 2.5-meter progressive dies to 1.5m die-cast molds — real tooling built for real production programs.



Tooling Ownership & Intellectual Property
International buyers need clarity on tooling ownership. Here is our standard policy, documented in every project contract before work begins.
You Fund It, You Own It
If you fund the tooling, you own it, including full intellectual property rights, design files, and the right to request physical transfer at any time.
Clear Contract Terms
If ZAK invests in tooling as part of a production agreement, ownership terms are defined clearly in the project contract before any work begins. No ambiguity.
NDA & Confidentiality as Standard
All customer tooling is stored, labeled, and maintained at our facility for the life of the production program. We sign NDAs and confidentiality agreements as standard practice.
In-House Tooling vs. Outsourced
See how an integrated tooling model compares to the typical split-sourced approach where die making and stamping production are handled by separate companies.
| Factor |
⚙️ ZAK In-House Tooling
|
Typical Outsourced Model |
|---|---|---|
| Tooling Lead Time | ✓4–8 weeks, design through tryout | ✕6–12+ weeks (add shipping & external tryout) |
| Iteration Speed | ✓Same-day modifications during tryout | ✕Days to weeks per revision cycle |
| Quality Accountability | ✓One team owns die quality and part quality | ✕Die maker and stamper point at each other |
| Cost Transparency | ✓Single quote: tooling + tryout + first articles | ✕Separate invoices, hidden costs for tryout time |
| Production Tryout | ✓On our own presses (60T–1,200T) | ✕Ship to stamper or third-party press shop |
| Ongoing Maintenance | ✓In-house team, prioritized turnaround | ✕Ship die out, wait in queue, ship back |
| Communication | ✓Direct access to die designer and press operator | ✕Multiple contacts across companies |
When your die builder is also your production stamper, every decision, from steel selection to press setup, is made with full context of how the tool will actually run. That’s the ZAK difference.
Tool & Die FAQs
Common questions from procurement managers and design engineers evaluating our tooling capabilities.
What is the typical lead time for a new stamping die?
Most stamping dies are completed in 4 to 8 weeks from design approval to production-validated tooling. Complex progressive dies or large-format die-cast molds may require additional time depending on part geometry and material. We confirm lead time during the quoting process.
Can you build progressive dies over 3 meters?
Yes. Our CNC machining capacity supports die assemblies up to 5 meters in length. We currently produce large-format progressive dies for HVAC side panels and automotive structural components that exceed 3.5 meters.
Do I own the tooling you build?
If you pay for the tooling, you own it completely, including IP, design files, and the physical die. Ownership is documented in the project agreement. Customer-owned tooling is stored, maintained, and available for transfer at any time.
Can you modify or repair dies built by another supplier?
Yes. We accept die transfers and re-commission tooling built by other shops. Our engineering team evaluates die condition, performs any needed modifications or repairs, and validates it with a full tryout and first-article inspection on our presses before production.
What design software do you use for die engineering?
Our engineering team works across SolidWorks, UG (NX), Pro/E, AutoCAD, and SheetWorks for 2D/3D die design and flat pattern development. We use AutoForm for forming simulation, predicting material flow, springback, and thinning before machining begins.
How do you validate a new die before production?
Every new die undergoes in-house tryout on our own stamping presses (60T–1,200T). First articles are dimensionally inspected using CMM (Croma coordinate measuring machines) and optical comparators. Parts are measured against your drawing tolerances and approved before production begins.
Related Capabilities
Metal Stamping
Our full precision stamping capabilities, from 60T to 1,200T. Progressive, compound, transfer, and deep draw.
Progressive Die Stamping
High-volume production with multi-station progressive dies up to 5 meters. Ideal for complex, high-volume components.
Deep Draw Stamping
Three-dimensional formed parts — housings, chassis, enclosures — without welded seams. Complex geometries, tight tolerances.
Engineering Support
Free DFM analysis, material recommendations, and design optimization. Our engineers review your drawing before any steel is cut.
Start Your Tooling Project
Whether you need a new progressive die, a die-cast mold, or modifications to existing tooling, our engineering team is ready. Send us your part drawing and we’ll respond within 24 hours.