Secondary Operations for Stamped Parts
Your stamped components leave our facility ready for installation, not requiring additional processing at yours. From tapping and hardware insertion to spot welding and sub-assembly, we complete every post-stamping step in the same building where your parts are pressed.
Leading companies we support
Why Secondary Operations Belong Under the Same Roof as Stamping
When your stamped parts need tapping, hardware insertion, or welding at a separate facility, every handoff adds risk. Parts get repackaged. Tolerances shift during transit. Quality standards change between vendors. Lead times extend by days or weeks — and when something goes wrong, responsibility falls into the gap between suppliers.
For procurement managers coordinating multi-vendor supply chains, secondary operations are often where delays and quality issues originate. Not because the operations themselves are complex, but because they happen somewhere else.
Why does this matter to your project?
At ZAK, your stamped parts move from press to post-processing without leaving the building. The same quality system, IATF 16949 — governs every step. One team accountable for the finished part.
Our Post-Stamping Capabilities
Every stamping project is different. We match the right combination of secondary operations to your part requirements — and execute them on the same floor where your parts are stamped.

Tapping & Threading
Threaded holes allow bolt and screw connections without weld nuts, reducing your assembly time and component count. In-die tapping for high-volume programs; secondary tapping stations for complex geometries.
Applications: Mounting brackets, HVAC condenser frames, electrical enclosure panels

Hardware Insertion
Self-clinching fasteners press-fit into your stamped parts to provide permanent, load-bearing threaded connections. No welding, no heat distortion, reverse side remains flush.
Applications: Electrical enclosures, control cabinets, automotive sensor housings, appliance brackets
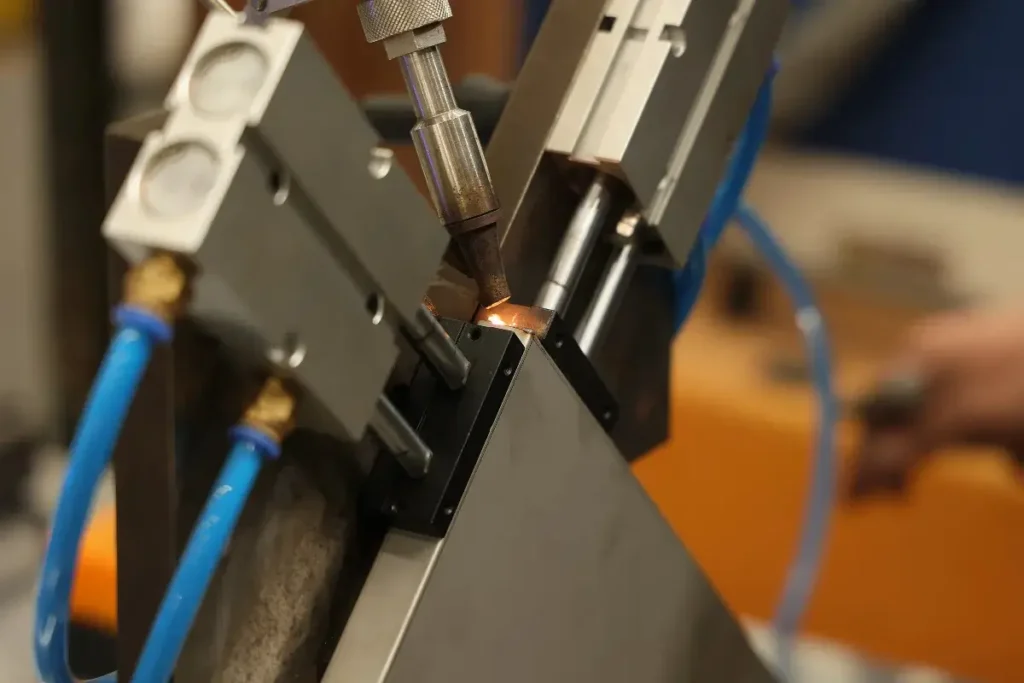
Spot Welding & Resistance Welding
Resistance spot welding joins stamped components at discrete points — no filler material, no distortion, no post-weld cleanup. 15 DN-40 units plus medium-frequency welders for coated materials.
Applications: Bracket-to-panel assemblies, HVAC components, reinforcement plates

Riveting & Mechanical Fastening
Permanent mechanical joints without heat — preferred when welding would distort thin-gauge parts, damage coated surfaces, or when joining dissimilar materials.
Applications: Decorative panels, multi-material assemblies, pre-coated components

Deburring & Edge Finishing
Vibratory tumbling for batch processing, manual deburring for precision requirements. Critical for parts heading to powder coating — surface defects cause adhesion failures and rejection.
Applications: Pre-coating surface prep, safety-critical edges, mating surfaces

Sub-Assembly & Kitting
Multiple stamped components combined with purchased hardware per your bill of materials. You receive kitted, partially assembled, or fully assembled units — not loose components. 6 dedicated assembly lines.
Applications: HVAC condenser kits, automotive bracket assemblies, appliance sub-assemblies
In-Die vs. Secondary Processing Choosing the Right Approach
Not every secondary operation needs to happen after the part leaves the press. The right approach depends on your volumes, part geometry, and flexibility requirements.
Integrated Into the Progressive Die
Tapping, threading, and verification execute automatically as the strip advances — parts come off the press already finished.
- No secondary handling or fixturing
- Lowest per-part cost at volume
- Consistent thread position (±0.05mm)
- Higher upfront tooling investment
- Best for 50,000+ parts/year
Secondary Stations After Stamping
Operations performed after parts are stamped and separated. More flexible — change tapping locations or hardware types without modifying the die.
- Lower tooling investment
- Easy design revisions
- Ideal for multi-variant parts
- Additional process step per part
- Suited for lower to medium volumes
How We Decide for Your Project
During DFM review, our engineering team evaluates every project for in-die integration potential. If your volumes and part geometry support it, we design the secondary operations into the die from the start. If your design requires flexibility for future revisions, we route the work through secondary processing stations. Either way, the work happens in the same facility, under the same quality system, managed by the same team.
Learn how our tool & die team designs for integrated operations.
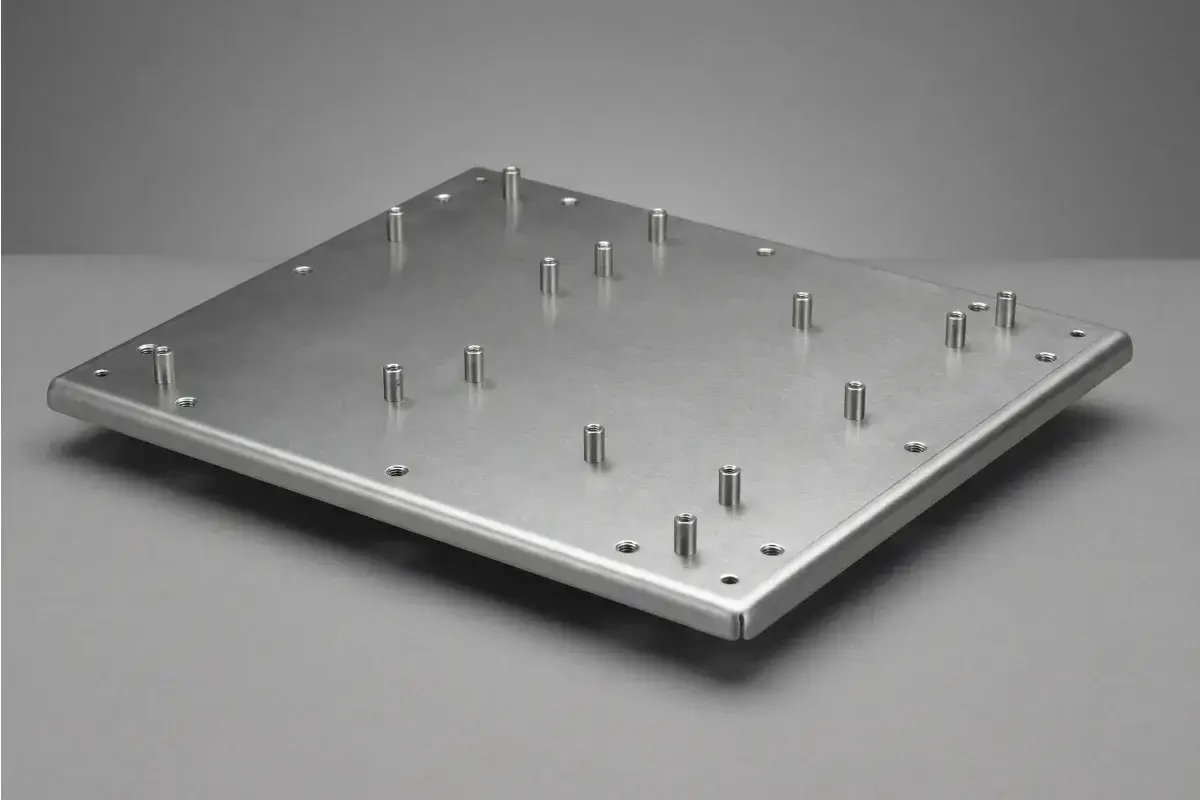
Stamped Parts with Secondary Operations
Every part shown here left our facility with secondary operations complete: hardware installed, holes tapped, joints welded, edges finished. Ready for your assembly line.







One Facility. Every Step.
Most stamping suppliers ship you parts. You send those parts through 3–4 more vendors. At ZAK, the entire chain runs under one roof.
Applications Across Industries
Secondary operations vary by industry. Here’s how we apply post-stamping processing across your sector.

Automotive
Threaded mounting brackets, spot-welded structural reinforcements, PEM-fastened sensor housings. All operations run under IATF 16949 process controls with full traceability and PPAP documentation.

HVAC & Appliance
Tapped condenser frames, riveted panel assemblies, deburred fan components, sub-assembled bracket kits. Multiple secondary operations per part, managed as a single program.

Consumer Products
Hardware-inserted grill components, deburred brackets with flush rivets, finished sub-assemblies ready for retail packaging. Every edge, every fastener, every weld is visible to the end consumer.

Electrical & Industrial
Threaded enclosure panels, clinch-nut control cabinet parts, welded junction box sub-assemblies. Multiple secondary operations combined before powder coating.
Quality at Every Post-Stamping Step
Secondary operations introduce new opportunities for defects. Our quality system treats every post-stamping step with the same rigor applied to the stamping operation itself.
- Torque testing on every tapped hole per your specification
- Pull-out and push-out testing on all inserted hardware
- Weld nugget verification on spot-welded joints
- Visual and dimensional inspection between operations
- Full first-article inspection before production release
- Complete traceability — coil certificate to final shipment



Design for Secondary Operations
The decisions your engineers make at the design stage directly affect the cost and reliability of every secondary operation that follows. Consider these guidelines before finalizing your part design.
Tapping Clearance
Minimum hole-to-edge clearance of 2× material thickness. Minimum thread engagement of 1.5× nominal diameter for reliable torque performance. Holes too close to bends risk thread deformation.
Hardware Insertion Zone
Flat zone around the mounting hole per PEM specification — typically 2× fastener head diameter minimum. Insufficient flat area causes clinch failures and reduced pull-out strength.
Spot Weld Access
Electrode access from both sides required. Minimum edge distance of 2× nugget diameter. Weld locations without adequate electrode clearance require custom fixturing — adding cost and cycle time.
DFM Guidelines for Stamped Parts
PDF Download · Free
Complete design rules for tapping clearances, hardware insertion zones, spot weld spacing, and bend-to-feature minimums. Includes annotated diagrams.
Frequently Asked Questions
Common questions about secondary operations for stamped metal parts.
What are secondary operations in metal stamping?
Secondary operations are the processing steps performed after a part is stamped — tapping, hardware insertion, spot welding, riveting, deburring, and sub-assembly. They transform raw stamped parts into finished components ready for installation or further assembly in your production process.
Which secondary operations do you perform in-house?
We perform tapping, hardware insertion (self-clinching nuts, studs, and standoffs), spot welding, resistance welding, riveting, deburring, and sub-assembly in-house at our Foshan facility. For full MIG/TIG welding, robotic laser welding, and complex multi-component assembly, we have dedicated departments — see our welding and assembly pages for details.
Can secondary operations be integrated into the stamping die?
Yes. In-die tapping, in-die sensing, and certain hardware insertion operations can be built directly into progressive dies for high-volume programs. This eliminates secondary handling and reduces per-part cost. Our engineering team evaluates every project for in-die integration potential during the DFM review stage.
What is PEM hardware insertion?
PEM (self-clinching) hardware insertion is a process where threaded fasteners — nuts, studs, or standoffs — are permanently pressed into a stamped panel using controlled force. The sheet metal flows into a recess in the fastener, creating a mechanical interlock. No welding, no heat distortion, and the reverse side of the panel remains flush.
How do you ensure quality during secondary processing?
Every secondary operation runs under the same IATF 16949 quality system that governs our stamping. We perform torque testing on tapped holes, pull-out testing on inserted hardware, weld nugget verification on spot-welded joints, and dimensional inspection between operations. Full traceability from raw material through every post-stamping step to final shipment.
Do secondary operations add significant lead time?
Because our secondary operations happen in the same facility as stamping, the added time is minimal — typically 1–3 days depending on complexity. Compare this to multi-vendor routing where parts ship to a separate facility, queue for processing, and ship back. In-house secondary operations typically save 1–2 weeks of total lead time.
What's the difference between secondary operations and assembly?
Secondary operations are individual post-stamping processes — tapping a single hole, inserting one piece of hardware, welding two stamped components together. Assembly combines multiple components (stamped parts, purchased hardware, gaskets, wiring) into a finished or partially finished product. We offer both — secondary operations on this page, and full assembly services for complex multi-component builds.
Can you handle secondary operations for high-volume automotive programs?
Yes. We are IATF 16949 certified, and our secondary operations support automotive programs for Honda, Xpeng, and Minth Group. Every operation includes SPC monitoring, PPAP documentation, and full traceability per automotive OEM requirements.
Complete Your Project
Ready to Get Stamped Parts Delivered Finished?
Send us your drawings and tell us what your stamped parts need, tapping, hardware, welding, assembly, or any combination. Free DFM analysis included with every project.