
Electroplating Services for Metal Parts
ZAK also can do electroplating like zinc, nickel, chrome, and specialty plating for your stamped and fabricated parts, managed through our vetted partner network and inspected under ZAK’s ISO & IATF quality system. Save your time and cost to look coordinated suppliers yourself, we handle everything for you.
Leading companies we support

What Is Electroplating?
Electroplating uses an electrolytic process to deposit a thin layer of metal — such as zinc, nickel, or chrome — onto your parts. The result is enhanced corrosion resistance, improved wear properties, better electrical conductivity, and a professional appearance.
Unlike coatings that sit on top of the surface, electroplated layers bond metallurgically with the substrate, creating a durable, uniform finish that withstands real-world service conditions.
Electroplating is one of several surface finishing options we offer as part of our integrated manufacturing services.
How Electroplating Works
Electroplating Options for Your Parts
From corrosion protection to electrical conductivity, choose the plating metal that matches your application requirements.

Zinc Plating
Sacrificial corrosion protection with clear, yellow, or black trivalent passivation. The most cost-effective option for steel parts.
Best for: Stamped brackets, HVAC panels, fasteners, automotive structural parts
Nickel Plating
Hard, wear-resistant, and decoratively bright. Excellent solderability for electrical applications. Available in bright, matte, and semi-bright.
Best for: Electrical enclosures, consumer appliance shells, connector components
Chrome Plating
Extreme hardness with mirror-bright appearance. Decorative chrome for aesthetics; hard chrome for functional wear surfaces and low friction.
Best for: Functional wear surfaces, decorative trim, hydraulic components
Copper Plating
Superior electrical and thermal conductivity. Often used as an undercoat in multi-layer plating systems (Cu + Ni + Cr) for enhanced adhesion.
Best for: Electrical bus bars, EMI shielding, plating base layer
Tin Plating
Excellent solderability and corrosion resistance. Food-safe when applied correctly. Matte or bright finishes available.
Best for: Electrical terminals, food-contact components, connector pins
Electroless Nickel
Chemical deposition, no electrical current needed. Uniform thickness on complex geometries including deep recesses. Low, medium, or high phosphorus.
Best for: Complex stamped parts with recesses, precision components
All plating types are available through our vetted partner network. ZAK coordinates the full workflow — from part fabrication through plating to final inspection. Need help choosing? Our engineering team can recommend the optimal plating for your application.
How We Manage Your Electroplating
ZAK coordinates every step, from surface preparation through plating to final inspection, so you deal with one supplier, not three.
Surface Preparation
Parts are cleaned, degreased, and prepped at ZAK before leaving our facility. Proper surface prep is the #1 factor in plating adhesion and longevity.
Partner Coordination
We assign your order to a vetted plating partner based on plating type, volume, and certification requirements. Our partners handle automotive, HVAC, and industrial-grade plating.
In-Process Specs
ZAK provides a complete specification package: coating type, thickness range, passivation, appearance requirements, and test criteria.
Incoming Inspection
Every returning batch is inspected in our QC lab before it reaches your shipping container. No parts leave ZAK without passing our quality gate.
Coating Thickness Gauge
Verify plating thickness per spec on every batch
Salt Spray Tester
Validate corrosion resistance per GB/T 9799 / ASTM B117
Gloss Meter
Confirm surface appearance consistency across batches
Color Difference Meter
Check visual consistency across production runs
Design Considerations for Electroplated Parts
Optimize your design for plating quality and cost. These guidelines help you avoid common issues before production begins.
Wall Thickness Uniformity
Uneven thickness causes uneven current distribution during plating. Where possible, maintain uniform cross-sections for consistent coating.
Avoid Deep Recesses
Plating solution struggles to reach deeply recessed areas. If unavoidable, consider electroless nickel for uniform deposition without current path.
Specify Masking Areas
Identify surfaces that should NOT be plated — threads, mating surfaces, press-fit areas — early in the design process.
Edge & Corner Radii
Sharp corners concentrate current, leading to excessive buildup. Minimum 0.5mm radius recommended for uniform plating distribution.
Surface Finish Before Plating
Plating replicates the substrate surface. A polished part plates shiny; a rough part plates matte. Specify Ra if appearance matters.
Hydrogen Embrittlement Risk
High-strength steels (>1,000 MPa) are susceptible. Specify post-plate baking (190–220°C, 4+ hours) per ASTM B850 for safety-critical parts.
Multi-Layer Plating
For decorative applications requiring corrosion resistance + appearance (e.g., Cu + Ni + Cr), specify the full plating stack in your drawing.
Drainage & Hanging Points
Parts must drain electrolyte solution. Avoid cup-shaped geometries without drain holes. Identify acceptable contact points with your engineer.
Upload your drawing and our engineering team will provide a free DFM review, including plating recommendations.
Electroplating vs. Other Surface Finishes
Compare electroplating against alternative finishes to find the right solution for your application requirements.
| Factor | Electroplating | Powder Coating | Anodizing | E-Coating |
|---|---|---|---|---|
| Best For | Corrosion + conductivity + wear | Thick protective / decorative coating | Aluminum parts only | Uniform thin-film corrosion protection |
| Thickness | 5–50μm | 60–120μm | 5–25μm (II) / up to 75μm (III) | 15–35μm |
| Conductivity | Maintains / enhances ✓ | Insulating | Insulating | Insulating |
| Color Options | Limited (passivation colors, bright/matte) | RAL / Pantone custom ✓ | Clear, black, dyed colors | Limited (black, grey) |
| Base Materials | Most metals | Most metals | Aluminum only | Conductive metals |
| Corrosion Resistance | Good to excellent | Excellent (up to 1,000hr SST) | Good to excellent | Good |
| Relative Cost | Low–Medium | Low–Medium | Medium | Low |
Not sure which finish is right? Talk to our engineering team, we’ll recommend based on your requirements, environment, and budget.
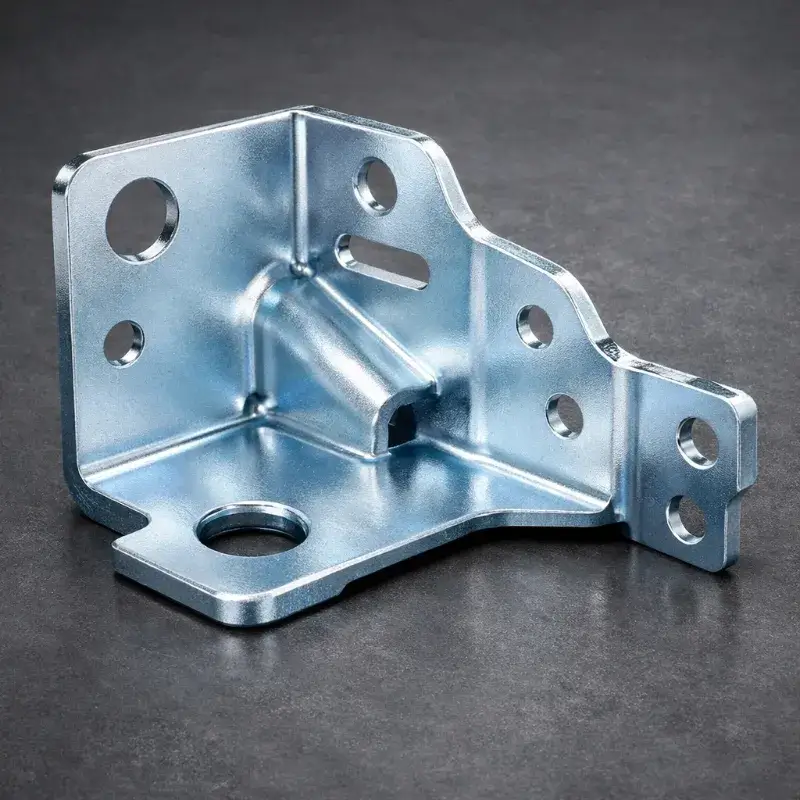
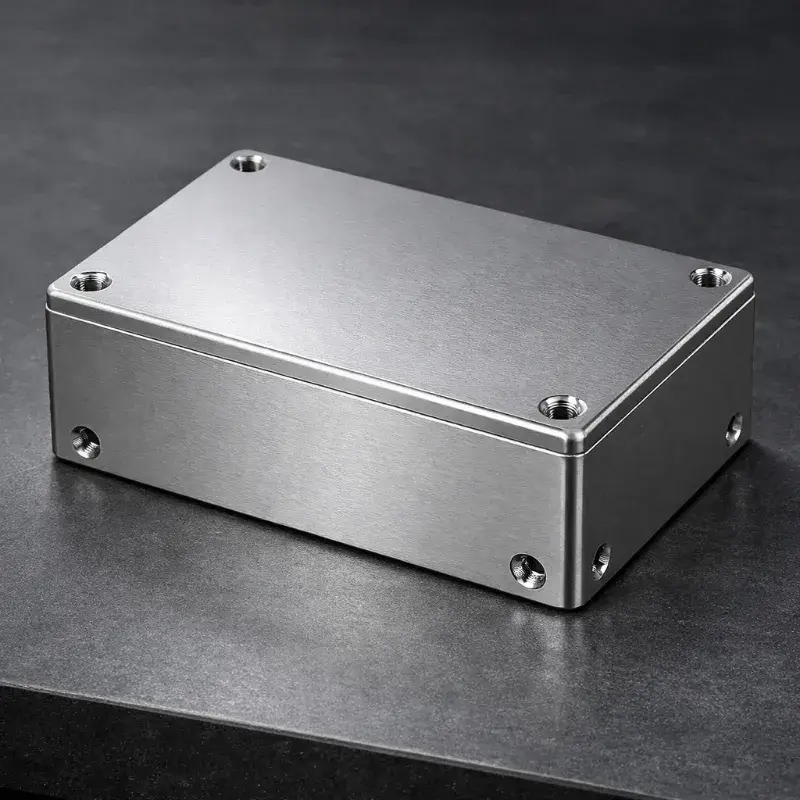
Electroplated Parts We've Produced
Real parts, real finishes — from our production floor to yours.


Why Source Electroplating Through Your Fabrication Partner?
Three reasons to consolidate finishing with your manufacturing partner instead of sourcing separately.
Eliminate Multi-Vendor Coordination
Reduce Transit Damage & Lead Time
Catch Issues Before Plating
Frequently Asked Questions
Common questions from procurement managers and design engineers evaluating our Electroplating capabilities.
Is electroplating done in-house at ZAK?
Electroplating is managed through our vetted partner network. ZAK coordinates the full workflow and inspects every returning batch in our QC lab using calibrated instruments (TC-880 thickness gauge, HT-YW-90 salt spray tester) to ISO and IATF standards.
What metals can be electroplated?
Most conductive metals including steel, stainless steel, copper, brass, and aluminum (with appropriate zincate pre-treatment). Non-conductive substrates like plastic require a preliminary conductive coating before plating.
What is the typical plating thickness?
Standard electroplating ranges from 5μm to 50μm depending on the plating metal and application. Hard chrome can exceed 50μm for functional wear surfaces. Thickness is verified on every batch using our TC-880 coating thickness gauge.
What is the difference between zinc and nickel plating?
Zinc provides sacrificial corrosion protection, the zinc layer corrodes before the base metal and is lower cost. Nickel provides harder, more wear-resistant surfaces with a brighter decorative appearance at higher cost. Your ZAK engineer can recommend the best option based on your application.
How long does electroplating take?
Typical turnaround for the plating portion is 3–7 business days, depending on plating type, batch size, and complexity. Total project lead time depends on the fabrication steps involved — your ZAK project manager will provide a complete timeline with your quote.
Can you plate parts that ZAK didn't fabricate?
Our electroplating service is offered as part of integrated manufacturing projects. We do not provide standalone plating services for parts fabricated elsewhere. This ensures we can guarantee quality from raw material through finished part.
Do you offer RoHS-compliant plating?
Yes. All plating through ZAK’s partner network is RoHS and REACH compliant. All zinc passivation uses trivalent chromium processes — hexavalent chrome is not used.
How do you prevent hydrogen embrittlement?
For high-strength steel parts (>1,000 MPa), we specify post-plate baking at 190–220°C for 4+ hours to relieve hydrogen absorbed during the plating process. This is automatically specified for safety-critical components.
How do I specify electroplating in my RFQ?
Include the plating type, thickness range, passivation (for zinc), test requirements (salt spray hours, adhesion), and identify any surfaces that should not be plated. Not sure how to specify? Our engineering team can help refine your specification at no cost.
Explore Related Capabilities
Surface Finishing
Explore our all finishing capabilities: in-house powder coating + managed plating, anodizing, and more.
Metal Stamping
We have 101 presses, 60T–1,200T and in-house tool & die making. 150M+ parts/year.
Get Your Parts Plated Right
From Day One
Whether you need zinc plating for corrosion protection, nickel for wear resistance, or chrome for functional surfaces, our engineering team will spec the right plating and deliver it as part of your finished parts.
